




1.本发明涉及印刷纸盒生产技术领域,特别是涉及一种印刷纸盒的生产方法及印刷纸盒。
背景技术:
2.印刷纸盒在国内外包装界是一种常见的产品包装方式,在产品的运输中的能起到对产品保护的作用,并且图案精美、外形精致的印刷彩盒能够在卖场中起到促销的作用。在实际使用中,客户会根据相关的运输条件与使用条件,结合不同瓦楞纸材料的价格来选择印刷纸盒的材质。在印刷纸盒的生产中,使用不同的瓦楞纸作为原料生产时,瓦楞纸的材质厚度、制造工艺细节差异会对普通彩盒的生产工艺造成差异,加之其他生产因素的影响,会对印刷纸盒的图案精度、钉合精度产生误差,导致印刷纸盒上的图案偏离、不同纸盒面的图案之间产生错位,甚至导致纸盒上残缺图案的不良现象,影响了印刷纸盒的生产质量。
技术实现要素:
3.本发明的目的是提供一种印刷纸盒的生产方法及印刷纸盒,能够提高印刷彩盒上图案的精度,提高纸盒的尺寸精度。
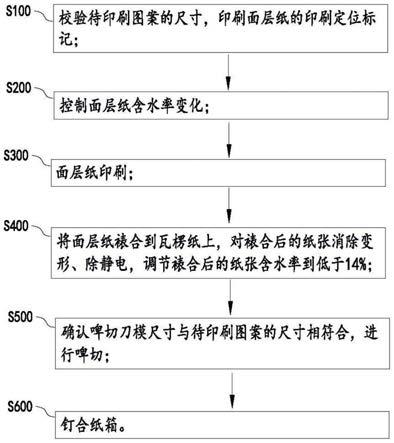
4.为了实现上述目的,本发明提供一种印刷纸盒的生产方法,包括如下步骤:
5.s100、校验待印刷图案的尺寸,印刷面层纸的印刷定位标记;
6.s200、控制面层纸含水率变化;
7.s300、面层纸印刷;
8.s400、将面层纸裱合到瓦楞纸上,对裱合后的纸张消除变形、除静电,调节裱合后的纸张含水率到低于14%;
9.s500、确认啤切刀模尺寸与待印刷图案的尺寸相符合,进行啤切;
10.s600、钉合纸箱。
11.作为优选方案,步骤s200包括控制印刷车间湿度稳定,温度变化范围在
±
3℃内。
12.作为优选方案,步骤s400包括控制印刷车间的空气湿度到合适值,将裱合后的纸张吊晾在车间内,使用风机对纸张鼓风平衡纸张与印刷车间空气中的含水率、消除纸张造纸、之前步骤中产生的静电荷、避免纸张后续产生静电荷。
13.作为优选方案,步骤s100包括:
14.s110、通过刀模打样校验待印刷图案的尺寸;
15.s120、在待印刷面层纸上印刷规矩线;
16.s130、在待印刷面层纸上裁切定位角。
17.作为优选方案,步骤s120包括在待印刷面层纸印刷面的两端、中部各印刷规矩线,在印刷面的背面印刷一个规矩线,印刷时印刷机通过待印刷面层纸两面的规矩线对面层纸定位。
18.作为优选方案,步骤s130包括在待印刷面层纸的边角处裁切四个定位角,印版设
有与定位面,印刷时印刷机通过定位面与定位角配合对面层纸定位。
19.作为优选方案,步骤s100还包括在面层纸上印刷钉合标记线,步骤s600钉合纸箱时根据钉合标记线对纸箱钉合。
20.作为优选方案,步骤s100中印刷的钉合标记线长度为10mm,宽度为0.7mm。
21.作为优选方案,步骤s500包括:
22.s510、将啤切机的啤板安装稳定、调节啤切机的啤板压力;
23.s520、测量调节啤切的压痕深度值和宽度值、啤切位置误差值,调整啤切机;
24.s530、测量啤切后纸张的伸长量,控制纸张的伸长量在0.5mm内。
25.本发明还提供一种印刷纸盒,使用如上任一项所述的印刷纸盒的生产方法加工而成。
26.本发明提供一种印刷纸盒的生产方法,具有以下有益效果:
27.1、对待印刷图案的尺寸校验,提高了印刷文档的精度;在印刷面层纸上印刷定位标记,使得在印刷图案时面层纸与印刷图案的配合精度更高,提高了图案的印刷精度;
28.2、控制面层纸含水率的变化,即将面层纸的含水率控制在合适范围内,使得面层纸的变形量得到有效控制,提高了面层纸的图案印刷时的精度,也能够使得面层纸硬度适中、避免面层纸发生损坏;
29.3、通过将面层纸裱合到瓦楞纸上后对裱合后的纸张消除变形、除静电,并调节裱合后的纸张含水率到低于14%,使得面层纸和瓦楞纸裱合后能够消除纸张在储存和运输中的潮湿、变形的不良现象,也能够消除纸张在造纸、之前步骤中产生的静电荷,对纸张湿度进行调节后能够避免纸张产生静电,避免了纸张在后续工序中受到静电荷的影响;
30.4、确认啤切刀模尺寸与待印刷图案的尺寸相符合,能够对啤切刀模尺寸进行校验,能够提高进行啤切时刀模的精度,避免了在钉合纸箱时图案的边角处变形,提高了成品上印刷图案位置的精度,提高了产品质量。
31.本发明还提供一种使用上述生产方法生产的印刷纸盒,印刷纸盒的图案精度高,纸盒上图案的位置正、精度高,产品成品率高。
附图说明
32.图1是本发明实施例中的印刷纸盒的生产方法的步骤示意图;
33.图2是本发明实施例中的印刷纸盒的生产方法中面层纸的纸面标记示意图;
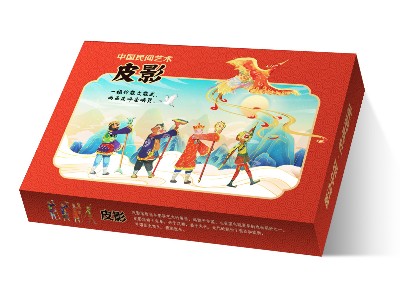
34.图3是本发明实施例中的印刷纸盒的生产方法所生产的印刷纸盒的产品图;
35.100、面层纸;110、待印刷图案;111、待印刷图案图框;120、规矩线;130、钉合标记线。
具体实施方式
36.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
37.实施例1
38.如图1所示,本发明优选实施例1提供一种印刷纸盒的生产方法,通过对纸盒生产的流程进行优化,提高印刷纸盒的生产质量。
39.基于上述技术方案,本实施例中提供一种印刷纸盒的生产方法,包括如下步骤:
40.s100、校验待印刷图案的尺寸,印刷面层纸的印刷定位标记。这里,如图2所示,待印刷图案110是指纸盒上的待印刷的设计图案,设计印刷图案的图纸中尺寸的误差,往往直接导致加工刀模的误差,影响面层纸上的图案的形状。
41.这里,加工刀模是指啤切刀模。检查刀模尺寸时,使用刀模检测治具管理标准对刀模尺寸检测。对刀模尺寸的检测方法和检测条件为:(1)将刀模放置水平工作台;(2)检测条件:用卷尺进行各尺寸测量;(3)测量并分析测量结果是否在规定误差范围内。使用工具为2m规格的国标卷尺。如果检测的刀模的总长、各部分长度、宽度、高度与摇盖的长度在误差范围内,则检测结果合格。
42.具体地,通过在印刷面层纸上印刷定位标记,印刷过程中印刷机将印刷定位标记与印刷机对齐,能够在印刷时对印刷图案在面纸层上进行定位,提高在面层纸上印刷定位标记的精度。
43.通过在面层纸上印刷定位标记,能够确保多色印刷套印准确度,提高图案的印刷质量。
44.s200、控制面层纸含水率变化。
45.面层纸含水率增加会使纸张的尺寸加大、面层纸纸张的表面强度降低。面层纸纸张的含水率降低会使面层纸纸张的尺寸变小、面层纸纸张变硬发脆。严格控制面层纸纸张含水率的变化,能够提高印刷精度。
46.在一定的相对湿度下,纸张的含水量与温度成反比;在一定的温度下,纸张的含水量与相对湿度成正比。这里,通过控制面层纸含水率,能够保证印刷时对面层纸上的待印刷图案的印刷精度。
47.s300、面层纸印刷。
48.面层纸印刷时,由于经过步骤s200对面层纸的含水率进行调节,保证了对面层纸上印刷的图案的精度,能够提高后续加工中的纸箱精度。
49.s400、将面层纸裱合到瓦楞纸上,对裱合后的纸张消除变形、除静电,调节裱合后的纸张含水率到低于14%。
50.具体地,通过消除变形能够消除裱合后的纸张在印刷、裱合中产生的形变,提高后续工序中纸张的加工精度,提高纸箱的质量。
51.具体地,除静电工序能够将纸张在之前的工序中积累的静电去除,避免了后续工序中纸张上存留的静电对纸箱生产过程产生影响。
52.具体地,调节裱合后的纸张含水率到低于14%,能够将纸张的强度、韧性调节到最佳状态,能够提高后续纸张加工成纸箱的精度,纸张的强度稳定、能够避免纸张在后续加工中损坏。实际生产中发现,发现裱合后的纸张含水率到低于14%之后,纸箱在后续的生产步骤中含水率能够自然降低到10
±
2%内,符合成品纸箱的含水率标准。
53.s500、确认啤切刀模尺寸与待印刷图案的尺寸相符合,进行啤切。
54.在对纸张进行啤切之前,依据待印刷图案的尺寸对啤切刀模尺寸进行校准确认,提高了啤切刀模尺寸的精度,使得纸盒的尺寸以待印刷图案的尺寸为准,提高了啤切刀模尺寸的精度,使得最终成品的纸箱精度更高。
55.s600、钉合纸箱。通过钉合前述步骤中加工的纸张,完成纸箱的最后成型。
56.如图2所示,面层纸100上的待印刷图案110(图2中虚线包围区域所示)周围有待印刷图案图框111(图2中实线所示)时,通过以上步骤相互配合提高精度,避免误差累积,能够保证待印刷图案110的图框111与纸盒的边沿对正、制造精度高,保证待印刷图案图框111的框线水平、竖直线条均对齐,产品质量高。
57.优选地,步骤s200包括控制印刷车间湿度稳定,温度变化范围在
±
3℃内,经过试验,发现大多数纸张在一定相对湿度下,温度升高或降低5℃则纸张含水量约降低或升高0.15%。而多色套印中,一般纸张含水量变化超过0.1%就会影响套印精度,因此印刷车间温度严格控制在
±
3℃内,使得纸张含水量变化在0.09%以内,使得纸张在套印精度能够得到保证,提高了纸张上套印精度,能够提高成品质量。
58.优选地,步骤s400包括控制印刷车间的空气湿度到合适值,将裱合后的纸张吊晾在车间内,使用风机对纸张鼓风平衡纸张与印刷车间空气中的含水率、消除纸张在造纸、之前步骤中时产生的静电荷、避免纸张后续产生静电荷。
59.通过对裱合后的纸张纸进行吊晾,能够将裱合后的纸张相互分隔开,便于裱合后的纸张能够与车间环境中的空气进行水汽交换,提高了裱合后的纸张与车间中空气中的水汽平衡,即达到裱合后的纸张的平衡含水率。其中,车间对裱合后的纸张纸进行吊晾时,首先控制车间中的温度、湿度设定到合适值并保持稳定。
60.具体地,车间环境中的温度、湿度可以设置为如下系列值:
61.温度(℃)20.523.826.228.6空气湿度(%)40.143.646.050.3纸张含水率(%)15.117.219.221.3
62.表1
63.具体地,印刷车间内的纸张吊晾架可以选用专利(申请号:2.3)公开的降低纸箱纸板湿度的气压平整机中的鼓风结构,配合对纸张进行吊晾的固定架,纸张通过夹子固定在固定架上,能够将固定架上的纸张鼓风,使得环境空气中的含水率与纸张的含水率达到平衡,即纸张达到平衡含水率。
64.通过吊晾,能够将吊晾架或者吊晾纸张的夹子与纸张接触,纸张上的静电传递到吊晾架上消失,即能够快速地消除纸张在造纸、之前步骤中时产生的静电荷,提高了对纸张的静电消除效果。
65.同时,由于纸张的含水率与产生静电量相关,纸张的含水率越低越容易产生静电,使得纸张经过吊晾提高了纸张的含水率,使后续工序产生静电荷的可能性减少,避免纸张在后续工序中产生静电荷,能够提高纸盒在后续生产工序中的生产质量。
66.优选地,步骤s100包括:
67.s110、通过刀模打样校验待印刷图案的尺寸,通过打样能够直接对待印刷图案的尺寸进行校验,如果待印刷图案的尺寸不良,就对待印刷图案的尺寸进行修改,使得待印刷图案的尺寸更准确。通过此步骤,从开始加工纸盒时便确认了待印刷图案的尺寸,使得待印刷图案的尺寸与待印刷面层纸的尺寸相符,保证了待加工纸盒的设计尺寸的准确度。
68.在实际生产纸盒时,待印刷图案的尺寸在设计时容易有误差或者设计错误,通过对待印刷图案的尺寸进行校验,提高了待印刷图案的尺寸的设计准确度,进而保证纸盒的制造精度。
69.s120、在待印刷面层纸上印刷规矩线;
70.通过印刷规矩线,能够在待印刷面层纸上先印刷基准,在后续待印刷图案的正式印刷时,印刷机能够通过作为基准的规矩线能够对待印刷图案进行定位,提高了待印刷图案的印刷精度。
71.s130、在待印刷面层纸上裁切定位角。
72.具体地,在待印刷面层纸上设置用于定位的定位角,使得在印刷加工整个流程中需要对纸张进行定位的工序中,例如印刷(正面印刷与反面印刷)、裁切、模切、烫金等工序都可以对面层纸进行定位。所有环节使用统一的定位角对面层纸进行定位处理,能够大大提升线条、图案的精确度。
73.具体地,如图2所示,定位角130可以通过直角形的切刀切制形成矩形的定位角130。
74.优选地,步骤s120包括在待印刷面层纸印刷面的两端、中部各印刷规矩线,在印刷面的背面印刷一个规矩线,印刷时印刷机通过待印刷面层纸两面的规矩线对面层纸定位。通过印刷面层纸两面的规矩线能够通过印刷机从两侧对面层纸的印刷面、印刷面的背面对面层纸进行定位,提高了对面层纸的定位精度,提高了面层纸的制造精度。
75.其中,在印刷面的两端、中部各印刷规矩线,多个规矩线相互配合,提高了对面层纸的印刷面的定位精度。
76.具体地,如图2所示,待印刷面层纸印刷面的规矩线分布可以按照图中分布设计。即面层纸100上待印刷图案110周围有分布在待印刷图案110的前后两侧、上下两侧的规矩线120,能够保证待印刷图案110的图框111与纸盒的边沿对正,纸盒的制造精度高。
77.优选地,步骤s130包括在待印刷面层纸的边角处裁切四个定位角,印版设有与定位面,印刷时印刷机通过定位面与定位角配合对面层纸定位。在待印刷面层纸上设置四个用于定位的定位角,能够从四个方向对面层纸的边角处进行定位,使得在印刷加工的整个流程中需要对纸张进行定位的工序中,例如印刷(正面印刷与反面印刷)、裁切、模切、烫金等工序中对面层纸进行定位。
78.优选地,步骤s100还包括在面层纸上印刷钉合标记线130,步骤s600钉合纸箱时根据钉合标记线对纸箱钉合。
79.钉合标记线在彩盒的钉合过程中,操作工人的钉合操作很容易造成纸盒生产的误差,从而导致彩盒的盒身、摇盖上的图案、图形线条对位不准。在印前图文处理时,通过加入适量的钉合标记线,这样工人在打钉操作时定位就有了依据,能提高钉合的准确度,避免超边钉合或者钉合离边较远的误差。
80.优选地,如图2所示,步骤s100中印刷的钉合标记线130长度为10mm,宽度为0.7mm,钉合标记线130的长度与纸盒钉的尺寸相近,提高了纸盒钉打钉的准确度。
81.优选地,步骤s500包括:
82.s510、将啤切机的啤板安装稳定、调节啤切机的啤板压力。通过将啤切机的啤板安装稳定,使得在啤切时啤切机的啤板安装稳定,提高了压痕线的精确度,使得纸盒在钉合时的纸盒精度大大提高。
83.s520、测量调节啤切的压痕深度值和宽度值、啤切位置误差值,调整啤切机,由于啤切中压痕线太窄会导致爆角与爆边,所以应当尽量保证啤切中压痕线的宽度、深度符合
标准,通过在啤切中对啤切机进行调节,提高了啤切机的啤切精度。通过实测啤切的压痕深度值和宽度值、啤切位置误差值,能够根据误差值反馈调节啤切机的啤切参数,提高对纸盒的制造精度。
84.s530、测量啤切后纸张的伸长量,控制纸张的伸长量在0.5mm内,双车纸张在啤切中的尺寸变化值控制啤切后纸张的伸长量,避免后续工序中纸盒的制造精度受到影响。
85.通过对s510、s520、s530相结合对啤切过程进行反馈调节、修正,提高了纸张在啤切中的精度和啤切质量的稳定性,提高了啤切精度,使得纸盒在后续的生产过程中纸盒的制造精度大大提高。
86.实施例2
87.本实施例提供一种印刷纸盒,使用实施例1所述的印刷纸盒的生产方法加工而成,纸盒的制造精度高。纸盒的图案边沿有图框时,能够保证图案的图框与纸盒的边沿对正、制造精度高。
88.如图3所示,按照实施例1的生产方法生产的印刷纸盒的实物图,对印刷纸盒的指标进行检测,检测的标准如下表所示,各种指标均为合格,纸箱精度高、质量好,广受欢迎。
89.项目测试依据单项结果刀模尺寸刀模检测治具管理标准合格彩箱含水率瓦楞纸箱含水率国家标准合格钉箱钉箱质量标准合格摇盖对准客户自定标准合格
90.表2
91.其中,对纸箱含水率的合格检测合格标准为10
±
2%范围内,检测方法为采用上海婉源电子科技有限公司的ht-904型号的数字式纸张水分仪插入到瓦楞纸箱读取含水率数据。
92.其中,对纸箱钉箱的合格检测方法为:(1)检查啤切未成型纸箱的待印刷图案图框111贴合处的标识线质量情况;(2)纸箱钉合成型后,使用电子数显卡尺测量纸箱最后一唛成型的待印刷图案图框111与纸箱的箱体边沿的距离、待印刷图案110与纸箱的箱体边沿的距离,纸箱钉合后待印刷图案图框111与纸箱的箱体边沿的距离、待印刷图案110与纸箱的箱体边沿的距离正常公差0.2mm内,则测试结果合格。
93.其中,对纸箱摇盖对准的合格检测方法为:(1)将样品固定在平面测试台上;(2)摇盖折叠后,使用电子数显卡尺测量摇盖两边线条图形重合范围。检测结果中如果纸盒的两边摇盖折叠成型后图形线条对准误差0.5mm在内,则检测结果合格。
94.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
技术特征:
1.一种印刷纸盒的生产方法,其特征在于,包括如下步骤:s100、校验待印刷图案的尺寸,印刷面层纸的印刷定位标记;s200、控制面层纸含水率变化;s300、面层纸印刷;s400、将面层纸裱合到瓦楞纸上,对裱合后的纸张消除变形、除静电,调节裱合后的纸张含水率到低于14%;s500、确认啤切刀模尺寸与待印刷图案的尺寸相符合,进行啤切;s600、钉合纸箱。2.如权利要求1所述的印刷纸盒的生产方法,其特征在于,步骤s200包括控制印刷车间湿度稳定,温度变化范围在
±
3℃内。3.如权利要求1所述的印刷纸盒的生产方法,其特征在于,步骤s400包括控制印刷车间的空气湿度到合适值,将裱合后的纸张吊晾在车间内,使用风机对纸张鼓风平衡纸张与印刷车间空气中的含水率、消除纸张在造纸、之前步骤中时产生的静电荷、避免纸张后续产生静电荷。4.如权利要求1所述的印刷纸盒的生产方法,其特征在于,步骤s100包括:s110、通过刀模打样校验待印刷图案的尺寸;s120、在待印刷面层纸上印刷规矩线;s130、在待印刷面层纸上裁切定位角。5.如权利要求4所述的印刷纸盒的生产方法,其特征在于,步骤s120包括在待印刷面层纸印刷面的两端、中部各印刷规矩线,在印刷面的背面印刷一个规矩线,印刷时印刷机通过待印刷面层纸两面的规矩线对面层纸定位。6.如权利要求4所述的印刷纸盒的生产方法,其特征在于,步骤s130包括在待印刷面层纸的边角处裁切四个定位角,印版设有与定位面,印刷时印刷机通过定位面与定位角配合对面层纸定位。7.如权利要求1所述的印刷纸盒的生产方法,其特征在于,步骤s100还包括在面层纸上印刷钉合标记线,步骤s600钉合纸箱时根据钉合标记线对纸箱钉合。8.如权利要求7所述的印刷纸盒的生产方法,其特征在于,步骤s100中印刷的钉合标记线长度为10mm,宽度为0.7mm。9.如权利要求1所述的印刷纸盒的生产方法,其特征在于,步骤s500包括:s510、将啤切机的啤板安装稳定、调节啤切机的啤板压力;s520、测量调节啤切的压痕深度值和宽度值、啤切位置误差值,调整啤切机;s530、测量啤切后纸张的伸长量,控制纸张的伸长量在0.5mm内。10.一种印刷纸盒,其特征在于,使用如权利要求1至9任一项所述的印刷纸盒的生产方法加工而成。
技术总结
本发明涉及印刷纸盒生产技术领域,公开了一种印刷纸盒的生产方法,包括如下步骤:校验待印刷图案的尺寸,印刷面层纸的印刷定位标记;控制面层纸含水率变化;面层纸印刷;将面层纸裱合到瓦楞纸上,对裱合后的纸张消除变形、除静电,调节裱合后的纸张含水率到低于14%;确认啤切刀模尺寸与待印刷图案的尺寸相符合,进行啤切;钉合纸箱。控制印刷车间湿度稳定,温度变化范围在
技术研发人员:黄泽晓 占小富 李星曌
受保护的技术使用者:东莞市美盈森环保科技有限公司
技术研发日:2022.01.21
技术公布日:2022/5/10
